
ADVANTAGES of PRECISION ALUMINUM FORGING
• Part Geometries – Back draft, lateral protrusions or undercuts can be made frequently without machining.
• Tolerance Control – Dimensions are frequently held to substantially less than tolerances for conventional forgings and often compare with those of a machined part.
• Weight Savings – Parts may be designed to actual requirements without production limitations.
• Surfaces which usually require 3 to 6 degree draft may be specified 0-degree. This permits mating with other parts without machining, as well as reduction in weight.
• Proper placement of the parting line allows utilization of the most desirable grain flow and metallurgical characteristics.
• End grain exposure is minimized.
• Good reproducibility and surface finish.
• Lower cost for finished parts
• Often shorter lead times than for machined forgings.
• Usually no machining is required other than drilling attachment holes.
• Expenses for purchasing, administration and quality assurance are reduced by using a single source that is responsible for the finished part.
For more information on the advantages of forging versus hogout, and projects that make good die forging candidates please view our guide on the forging manufacturing process. It gives a full explanation with factors to consider when determining the right process for your product.
A Short Case Study for Precision Forging
HYDRAULIC VALVE BODIES
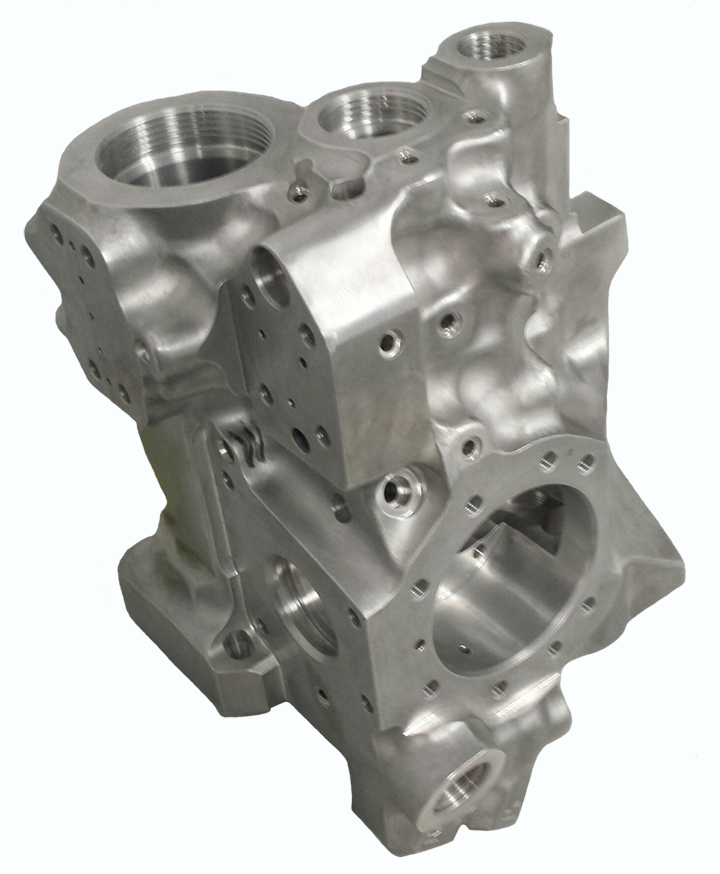 The production of complex valve bodies is an important core competency at APP. Valve bodies, such as those used in aircraft hydraulic systems, operate at extremely high pressures and demand the highest structural integrity. Many hydraulic valve bodies are forged in wrap dies to minimize parting line end-grain, or seamless, and achieve extremely complex features, reducing the cost of expensive 4 and 5-axis machining. Ultimately, the strength of forged aluminum, versus hogout, is the desired result to sustain the pressure that these parts must receive.
The production of complex valve bodies is an important core competency at APP. Valve bodies, such as those used in aircraft hydraulic systems, operate at extremely high pressures and demand the highest structural integrity. Many hydraulic valve bodies are forged in wrap dies to minimize parting line end-grain, or seamless, and achieve extremely complex features, reducing the cost of expensive 4 and 5-axis machining. Ultimately, the strength of forged aluminum, versus hogout, is the desired result to sustain the pressure that these parts must receive.
APP also utilizes economical conventional tooling and forging processes to produce hydraulic valve bodies. Such valve bodies have designs that allow for more pronounced parting lines, or have configurations and performance requirements that do not demand the strict parting line controls that the more expensive wrap dies achieve. For instance, lower pressure, less intricate, valve bodies used for aircraft landing processes can be forged as either a precision or conventional forging.
Whether forged with intricate wrap dies or conventional tooling, APP forged hydraulic valve bodies are universally known for the highest quality and performance.